

五金冲压件加工顺序怎么安排的?
来源:西诺巴模具 发布时间:2024-05-06 16:35:45 浏览次数:
五金冲压件加工顺序怎么安排的?
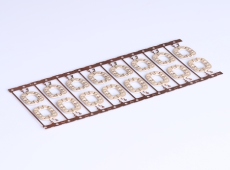
随着社会的发展,冲压件产品已经发展到各行各业,五金冲压件在生产加工中都有一定的顺序安排,下面来看一下都有什么样的顺序;
五金冲压件加工的顺序也就是冲压件加工中各个工序的先后次序,要使五金冲压件产品达到一定的形状、尺寸要求,其加工顺序很重要;
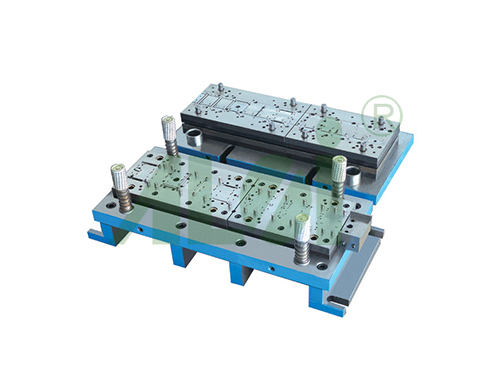
在加工带孔和缺口的五金冲压件时,如果选择单工序模,要先落料后冲孔或缺口,选择级进模的话,就要把落料安排到最后;
在五金冲压件上要求冲两个大小不一的孔,而且两个孔离得很近,我们则要先冲大的孔,后冲小的孔,避免大孔冲裁的时候引起小孔的形变;
在弯曲件上冲孔,一般先冲孔后弯曲,当孔的位置接近变形区的时候,则要先弯曲后冲孔;
对于带孔的拉深件来说,一般先拉伸后冲孔,当孔的位置在五金冲压件的底部的时候,而且要求尺寸精度不高时,可以先冲孔在拉伸,这样有助于拉伸变形。
复杂的旋转体拉伸件,一般要先拉伸大尺寸的外形,后拉伸小尺寸的内形,对于复杂的非旋转体的拉伸尺寸的要先拉伸小尺寸的内形,在拉伸大尺寸的外形;
其他的工序基本安排在五金冲压件成形以后,像整形、校平、切边等;

同类文章排行
- 五金冲压模具间隙的几种常用方法以及特点
- 五金冲压件加工 | 五金冲压件常见的四种冲压加工工艺
- 冲压模具的日常检修维护工作都有哪些方面?
- 西诺巴分享: 数控全自动连续拉伸成型柔性生产线
- 五金冲压件出现单边毛刺是什么原因?
- 高晶拉丝模具-高晶模具
- 昆山西诺巴分享:中秋节的习俗都有哪些?
- 合肥五金冲压加工的工艺流程是什么?
- 各种发动机托盘生产、组装、调试
- 五金冲压件新产品如何进入市场
