

在冲压件加工中出现冲击线是怎么回事?
来源:西诺巴模具 发布时间:2023-05-22 22:27:31 浏览次数:
在冲压件加工中出现冲击线是怎么回事?
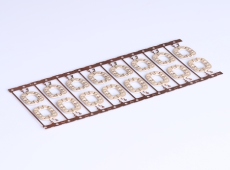
冲压件加工厂加工的冲压零件比较普通的薄板的拉伸零件相比,其特点是材料相对厚度小、结构尺寸大、形状复杂、尺寸精度和表面质量要求高等;在汽车冲压零件成形时,坯料上各部分的变形复杂、差别也比较大,各处应力不均匀,所以很容易产生回弹、起皱、破裂、冲压线等表面缺陷;今天冲压件加工厂简单说一下冲击线;
冲击线是在冲压零件成形过程中,材料与凸模接触点偏移且材料成形时阻力不同导致的,底部板料经凸模顶部窜动,其表面运动静摩擦转变为动摩擦产生冲击形成的迹线;冲压线产生的原因,一般就是板料成形过程中有阻力差,或者零件底部曲面变形较大等;
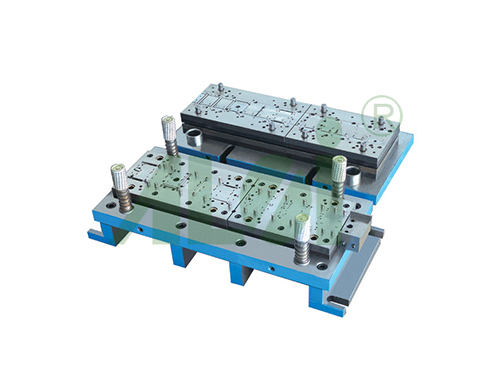
根据冲压件变形趋向性规律可知,冲压件在变形区内沿着毛坯周边拉伸变形的分布是不均匀的,毛坯直边处的面积小于毛坯圆角处面积,所以直边处产生压缩变形所需的变形力小于圆角处的变形力,
由于凸模接触板料的不均衡性,导致底部板料流动的过程中产生模式的转变,即由最初的胀形转变为拉深的过程中产生的冲击线,曲面成形是一个连续的整体,板料不断流动的过程中,冲击线位移量不断增加,在凸模上行的较高点处即成形结束结束时的冲击线位移量较大;
冲击线的问题愈来愈明显,也成为了冲压件加工中一种线状表面的缺陷,这种缺陷对于冲压件的生产效率,同时给模具设计和维修带来了很多的困难;
下一篇:五金冲压件的主要特点有哪些?上一篇:五金冲压件加工一定要了解的注意事项

同类文章排行
- 五金冲压模具间隙的几种常用方法以及特点
- 五金冲压件加工 | 五金冲压件常见的四种冲压加工工艺
- 冲压模具的日常检修维护工作都有哪些方面?
- 西诺巴分享: 数控全自动连续拉伸成型柔性生产线
- 五金冲压件出现单边毛刺是什么原因?
- 高晶拉丝模具-高晶模具
- 昆山西诺巴分享:中秋节的习俗都有哪些?
- 合肥五金冲压加工的工艺流程是什么?
- 各种发动机托盘生产、组装、调试
- 五金冲压件新产品如何进入市场
