

冲压件加工对原材料的选用有哪些要求?
冲压件加工对原材料的选用有哪些要求?
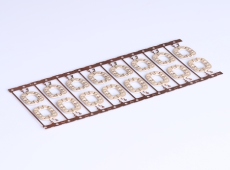
冲压件加工的工件精度一般可达微米级,小型五金冲压件与铸件、锻件比较,具有薄、轻、匀、且强的长处。因为采用了精密模具,所以冲压件的工件精度一般可达微米级。
然而,冲压件加工就是尤其主要的了,冷小型的五金冲压件一般不需要再经由切削加工,或是仅需要少量的切削加工。而热小型冲压件精度和表面状态则低于冷小型冲压件,但是仍优于铸件、锻件,切削加工量也比较少,因此冲压制品成品率也很高。
冲压件材料的选用要求:
冲压所用材料的性质与冲压生产的关系非常密切,其性质直接影响冲压工艺设计、冲压件质量和产品使用寿命,还影响组织均衡生产和冲压件生产成本。在选定冲压件的材料时,不仅要考虑使用性能,还应满足冲压加工和后续工艺性能要求。冲压加工对材料的基本要求如下。
1、具有良好的冲压成型性能
对于成型工序,比如拉伸、折弯、打段差、凸包等,材料应具有良好的冲压成型性能,即应有良好的抗破裂性、良好的贴模性和定形性,否则产品容易产生变形、破裂等,造成修模的困难。对于分离工序,则要求材料具有一定的塑性。
2、具有较高的表面质量
材料表面应光洁平整,无缺陷损伤。表面质量好的材料,成型时不易破裂,不易擦伤模具,制件的表面质量也好。
3、材料的厚度公差应符合国家标准
因为一定的模具间隙仅适用于一定厚度范围的材料,若材料厚度公差太大;不仅直接影响制件的质量,还可能导致废品的出现。在校正弯曲、整形等工序中,有可能因厚度正偏差过大而引起模具或压力机的损坏。
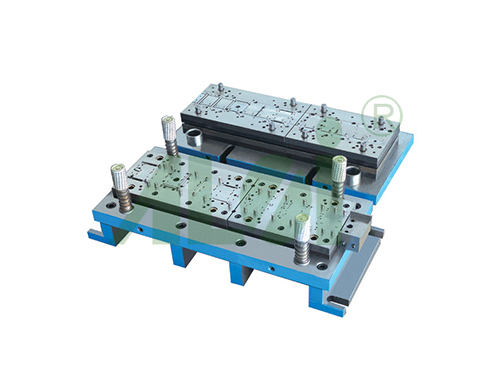
五金冲压件形状简单的工件,采用单工序模具完成。冲裁形状复杂的工件,由于模具的结构或强度受到限制,其内外轮廓应分成几部分冲裁,需采用多道冲压工序。拉深件的工序数量与材料性质、拉深高度、拉深阶梯数以及拉深直径、材料厚度等条件有关,需经拉深工艺计算才能确定。
通过冲床和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法,得到的工件就是冲压件。 冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。

同类文章排行
- 五金冲压模具间隙的几种常用方法以及特点
- 五金冲压件加工 | 五金冲压件常见的四种冲压加工工艺
- 冲压模具的日常检修维护工作都有哪些方面?
- 西诺巴分享: 数控全自动连续拉伸成型柔性生产线
- 五金冲压件出现单边毛刺是什么原因?
- 高晶拉丝模具-高晶模具
- 昆山西诺巴分享:中秋节的习俗都有哪些?
- 合肥五金冲压加工的工艺流程是什么?
- 各种发动机托盘生产、组装、调试
- 五金冲压件新产品如何进入市场
